новости
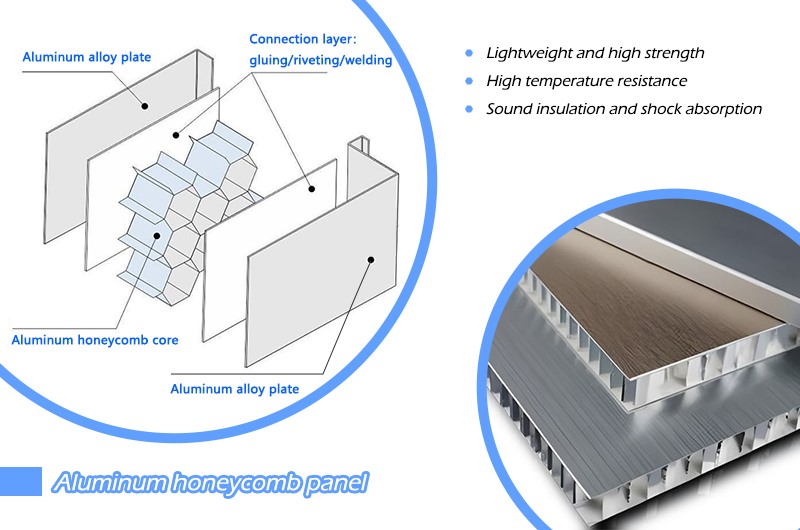
Алюминиевая сотовая панель
April
Алюминиевая сотовая панель изготовлена из алюминиевых сотов 3-й серии в качестве основного материала, а верхняя и нижняя поверхности ламинированы композитной панелью из алюминиевого сплава. После объединения сотового алюминиевого основного материала и композитной панели из алюминиевого сплава используется металлический композитный материал, образованный одноразовой пайкой. Композитная панель представляет собой алюминиевый сплав 3-й серии. + 3-слойный композитный материал из алюминиевого сплава 6 серии + 3 серии, в котором толщина пластины из алюминиевого сплава 6 серии составляет более 90% толщины композитной панели из алюминиевого сплава. Конструкция обладает отличными свойствами, такими как высокая прочность, высокая жесткость, высокая термостойкость, легкий вес, звукоизоляция, теплоизоляция, амортизация и т.д.
[1], но с ростом требований к легкости, прочности и герметизации, клепка и склеивание алюминиевых сотовых панелей больше не может соответствовать требованиям. По сравнению с клепкой и склеиванием, сварка имеет лучшую прочность и герметичность. Когда используется сварка плавлением, из-за неравномерного нагрева сварного шва и плавления припоя, это вызовет большую деформацию и множество дефектов, и хороший сварной шов не может быть сформирован. В настоящее время основное внимание в исследованиях по технологии соединения алюминиевых сотовых панелей в стране и за рубежом уделяется в основном склеиванию и клепке. Нет научных работ и патентов, связанных с технологией сварки алюминиевых сотовых панелей, поэтому исследования по технологии сварки алюминиевых сотовых панелей более актуальны.
Сварка трением с перемешиванием (FSW), как твердофазный метод соединения, представляет собой метод сварки, при котором формование пластика осуществляется путем трения тепловыделения между перемешивающейся иглой и сварным соединением. Преимущества высокой прочности шва[2-5], благодаря чему влияние припоя на поверхность алюминиевой сотовой панели на качество сварного шва может быть снижено, и он пригоден для сварки алюминиевых сотовых панелей. Однако при сварке трением происходит большое давление на плечо перемешивающей головки, а сотовая алюминиевая панель представляет собой полую конструкцию, которая приведет к разрушению поверхности алюминиевой сотовой панели под давлением во время сварки; в то же время, если сварочный металл имеет недостаточную текучесть во время сварки, это также приведет к спайке и вызовет дефекты.
В данной работе путем проектирования мозаичного сварного соединения решается проблема разрушения алюминиевой сотовой панели, вызванного большим давлением сварного соединения при сварке трением. Паяльный присадочный металл собирается; путем анализа механических свойств сварного шва, результатов рентгеновского контроля и наблюдения за металлографической структурой, оптимизации параметров процесса сварки, изучения проблем процесса сварки алюминиевой сотовой панели и сварки трением алюминиевого сплава 5А05, а также решения стыков алюминиевых сотовых панелей. Такие проблемы, как высокая прочность и герметичность, обеспечивают техническую поддержку применения алюминиевых сотовых панелей в качестве легких материалов в аэрокосмической и электронной областях.